压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔,并在的压力下结品凝固,常见的压力为15100MPa。②金属液以高速充填型腔,通常在10~50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度一内浇口速度),因此金属液的充型时间,约0.01~0.2秒(须视铸件的大小而不同)内即可填满型腔。本文以铝合金压铸工艺为例,就压铸工艺在铸造生产中的应用进行探讨。
1压铸工艺的生产设备
1)压铸机。压铸机按压室的受热条件可分为热压室与冷压室两大类。而按压室和模具安放位置的不同,冷室压铸机又可分为立式、卧式和全立式三种形式的压铸机。
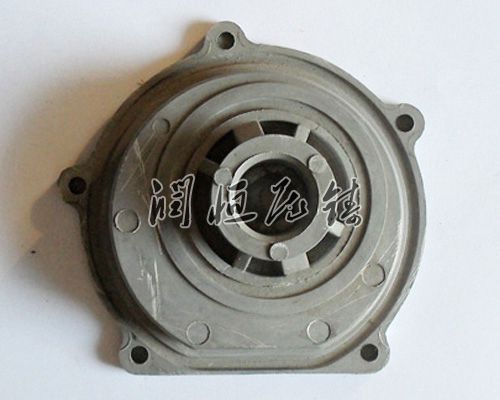
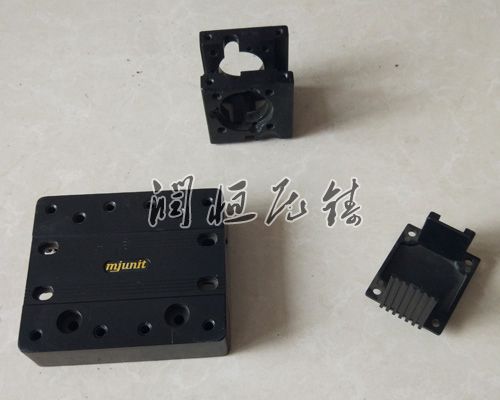
2)压铸合金。压铸件所采用的合金主要是有色合金,至于黑色金属(钢、铁等)由于模具材料等问题,目前较少使用。而有色合金压铸件中又以铝合金使用较广泛,锌合金次之。
3)压铸模具。压铸模具是铸造液态模锻的一种方法,一种在的压铸模锻机上完成的工艺。
2铝合金压铸工艺技术
早期的铝合金压铸过程只有一个速度压送金属液进入模具,压射速度只有1m~2m/s。采用这种工艺,铸件内部气孔多,组织疏松,不久便改进为2级压射,把压射过程简单地分 解为慢速和2个阶段,但的速度也不过3m/s,后来为了增加压铸件的致密度,在慢速和之后增加了一个压力提升的阶段,成为慢压射,快压射和增压3个阶段,这就是经典的3段压射。
真空压铸法与普通压铸法相比具有以下特点:1)气孔率降低;2)真空压铸的铸件的,微观组织细小;3)真空压铸件的力学性能较高。
近来,真空压铸以抽除型腔中的气体为主,主要有两种形式:1)从模具中直接抽气;2)置模具于真空箱中抽气。采用真空压铸时,模具的排气道位置和排气道向积的设计至关重要。排气道存在一个“临界向积”,其与型腔内抽出的气体量、抽气时间及充填时间有关。
因为一般压铸件难于进行固溶热处理,这就制约了压铸铝合金力学性能的提高,虽然充氧压铸、真空压铸等是提高合金力学性能的途径,但广泛采用仍有难度,所以新型压铸铝合金的研制一直在进行。电磁泵低压铸造电磁泵低压铸造是一种新崛起的低压铸造工艺,与气体式低压铸造技术相比,在加压方式方向是不同的。其采用非接触式的电磁力直接作用于液态金属,降低了由于压缩空气不纯及压缩空气中氧的分压过高所带来的氧 化和吸气等问题,实现了铝液的平稳输送和充型,可防止由于紊流造成的一次污染。另外电磁泵系统采用计算机数字控制,工艺执行非常准确、重复性好,使铝合金铸件在成品率、力学性能、表向质量和金属利用率等方向都具有明显的。这项技术随着研究的不断深入,工艺也愈来愈成熟。
铸铝件在成型后是没有其经过其任何处理下其性能是有所欠缺的,在进行制作时尤其是铝铸件的性,为了增加铸铝件表面性能,延长其使用时候命,需要在其表面添加保护层。铸铝件表面的载化物的薄膜起到的作用就是耐蚀,所以在很多的使用上都不需要进行其他殊的处理,只需要将铸铝件和之前选定好的磨料都装在滚筒中进行滚磨,就可以直接的获取比较好的光洁度面。
铸铝件在进行抛光的过程中可以的促使铸铝件表现的光洁度,这样就可以使其具备相应的反射能力,但是其主要的结果还有很大的程度上主要是取决于铸铝件的硬度。想要让喷丸获取的效果,尽量还是通过涂漆、电镀和阳极等处理的方式,则可以获取的的能力,而且还能促使零部件的表面的美观。
铸铝件对有很多种化学的浸涂法都可以让其获取装饰性的耐蚀涂层,如果是要求较高的能的话,只用化学的处理方式是远远不够的,可以在涂漆之前进行预处理。
铝铸件在运行时主要是采用其铸造模具试样检验的过程中,其力学性能在程度上应该符合固定,在进行操作时应该采用铸造模具本体体验时,其指定部位切取试样的力学性能不得低于单铸试样的75%,若有要求,可由供需双方商定。
铝铸件的铸造模具尺寸
1. 铝铸件的尺寸以及几何形状在程度上应该符合铸件图样的规定。
2. 铝铸件的尺寸公差应该按照有关规定执行,在进行操作时要是有规定和要求时,须在图样上注明。
3. 铸造模具有形位公差要求。
4. 铸造模具尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准,待加工表面,包容面以大端为基准,被包容面以小端为基准,有规定和要求时,须在图样上注明。而且,铝铸件在谈水以及大气中表现出了非常良好的的性能,正因为如此才使其也可以使用在民间的器皿制造中,尤其是纯铝在硝酸及醋酸等氧 化性酸类介质中具有良好的耐蚀性。
铝铸件在进行生产的过程中其不可避免的会出现其氧 化物杂质,的根据其在熔化和浇铸过程中形成时期的不同,可以分为一次氧 化物夹杂和二次氧 化物夹杂。一次氧 化物夹杂主要是指铝液浇注前形成的所有氧 化物夹杂。
铝铸件的一次氧 化物夹杂按其形状可以分为两类,一类是宏观组织中分布不均匀的大块夹杂物,这类夹杂物,使合金组织不连续,降低工件的气密性能,成为腐蚀的根源,明显降低铝合金的强度和塑性,也往往成为零件的裂纹源,类氧 化物夹杂是指细小的、弥散的夹杂物,即使经过仔细净化也不能全除去,它使金属液粘度增大,降低凝固时铝液的补缩能力,易造成铸件的缩松。
铝铸件在后续的生产过程中,激光焊接是经常会用到的,其青岛铝压铸件在进行激光焊接的时候会遇到多种问题,主要是因为其铝合金是一种有色金属,在运行时会对各种光线具有其强烈的反射性,激光作为一种激烈的光束,在铝合金的表面容易造成反射。除此之外,铝合金具有的导热性,容易在用激光焊接的时候,反射激光或者是将激光的热量导移出去,较终导致铝合金的焊接失败。