其一、铸件原辅材料的质量控制
铸造原辅材料质量是压铸件质量的较初,把好原辅材料的进货检验关,才能地控制原辅材料质量。笔者单位综合考虑原辅材料的质量与价格,采取了集中、比价采购。
根据生产的汽车铸件质量要求,结合有关标准,制定了包括生铁、废钢、硅铁、锰铁、钥铁、硫铁、铬铁、铜、镍、球化剂、孕育剂、碳化硅、增碳剂等原材料和硅砂、膨润土、煤粉、淀粉、覆膜砂等辅助材料在内的《铸造用原辅材料技术规范》;每批采购的原辅材料,都按《铸造原辅材料进货检验规范》的要求及时取样、检测,符合质量要求的,才办理入库、挂合格证、允许使用;公司产生、使用的回炉料(浇冒口和废铸件),分类存放、做好标识,抛丸表面粘砂、锈蚀,并用破碎机将回炉料压剪至合适的块度。
对件和PPAP样件,对一型几个模样的每个铸件都进行全尺寸检查。对量产产品,则按客户规定的关键尺寸和重要尺寸,按每个生产批次抽查一至两型的每个模样铸件尺寸。
当模具的造型数量达到其寿命的70%时,对每个模号的铸件进行全尺寸检查,铸件全尺寸合格时,模具继续使用,铸件尺寸不合格时对模具评审、报废;对于寿命在70%以上、继续使用的模具,使用次数每增加10%,都进行铸件全尺寸检查,铸件全尺寸合格的,其模具才允许继续使用。压铸件的浸渗、和修补
1、压铸件的浸渗
浸渗处理是将压铸件浸渗在装有渗透、填补作用的浸渗液中,使浸渗液透入压铸件内部的疏松处,从而挺高压铸件的气密性。
2、压铸件的
按常规程序进行生产的压铸件一般不会变形,形状复杂和薄壁的铸件可能因顶出时受力不均匀或持压时间掌握不当,及搬运过程中碰撞引起的,或是由于铸件本身结构限制,因有残余应力而引起变形(如平面较大的铸件压铸后翘曲)。在一般情况下,变形后允许用手工或机械方式进行校正。
3、压铸件修补
压铸或加工后的铸件,发现有不符合技术要求的缺陷时,一般都予以报废,只有在下列情况下,并且有修补的可能时才进行修补。
①形状很复杂,压铸很困难或加工周期很长的铸件。
②带有铸入镶件,镶件是由很贵重的材料制成,或者是制造很困难而回收后不能重复使用的。
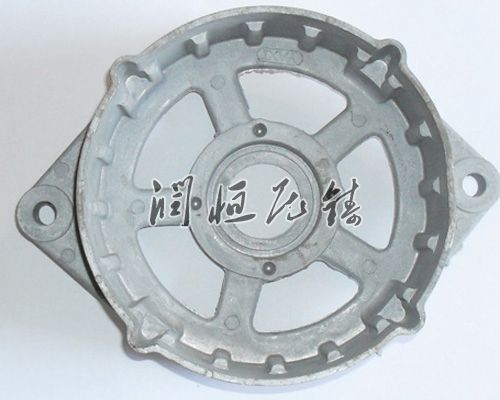
其二、薄壁复杂结构铸件的生产技术
随着汽车工业的发展和节能减排的需求,汽车零件日趋轻量化,通过薄壁化设计,实现轻量化是发动机缸体的重要发展方向。早期生产的06A缸体壁厚4.5mm±1.5mm,EAlll缸体壁厚4mm±1mm,目前批量生产的EA888Evo2缸体壁厚3.5mm±10.8mm,下一代EA888Gen.3缸体产品结构则为复杂,其壁厚仅为3mm±0.5mm,铝铸件是目前较薄的灰口铸铁缸体。尽管批量生产中存在着断芯、漂芯以及壁厚尺寸波动较大的问题,但是通过控制砂芯和型砂的质量,采用目前广泛使用的水平卧浇工艺还是能够满足EA888Evo2缸体的生产要求,但无法满足EA888Gen.3缸体的生产要求,采用整体组芯立浇工艺。
针对缸体3mm薄壁特点,组芯立浇工艺对制芯和组芯都提出了苛刻的要求。制芯中心可实现制芯生产的高度智能化、自动化。从原砂、树脂的加入,混砂、制芯、修芯、组装、涂料和烘干到造型以及组下芯全过程均可以实现高度自动化,使砂芯制芯质量、组装质量即尺寸精度和涂料烘干质量等了稳定的,从而避免了因人为因素而造成的质量和尺寸风险,适应大批量汽缸体制芯生产的需要。能够解决大批量生产时,废品率不稳定和居高不下的问题,同时由于砂芯尺寸精度的提高,也地降低了清理工作量和成本,并且完够3mm壁厚尺寸要求。铸件设计的壁厚要求:
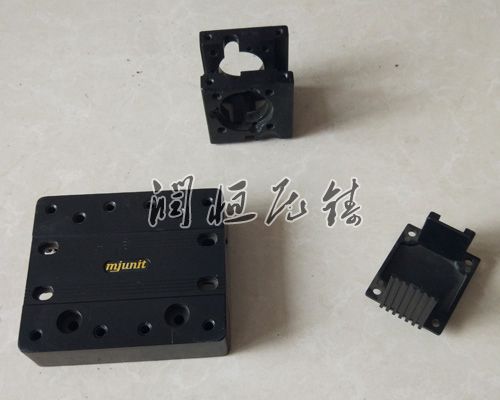
压铸件壁厚度(通常称壁厚)是压铸模具工艺中一个具有意义的因素,壁厚与整个工艺规范有着密切关系,如填充时间的计算、内浇口速度的选择、凝固时间的计算、模具温度梯度的分析、压力(终比压)的作用、留模时间的长短、铸件顶出温度的高低及操作效率;
a、零件壁厚偏厚会使压铸件的力学性能明显下降,薄壁铸件致密性好,相对提高了铸件强度及耐压性;
b、铸件壁厚不能太薄,太薄会造成铝液填充不良,成型困难,使铝合金熔接不好,铸件表面易产生冷隔等缺陷,并给压铸工艺带来困难;压铸件随壁厚的增加,其内部气孔、缩孔等缺陷增加,故在铸件有足够强度和刚度的前提下,应尽量减小铸件壁厚并保持截面的厚薄均匀一致,为了避免缩松等缺陷,对铸件的厚壁处应减厚(减料),增加筋;对于大面积的平板类厚壁铸件,设置筋以减少铸件壁厚;
压铸件具有较好的强度,可以采用热处理获得良好的机械性能、物理性能和性能,因此在机械制造中广泛的运用。