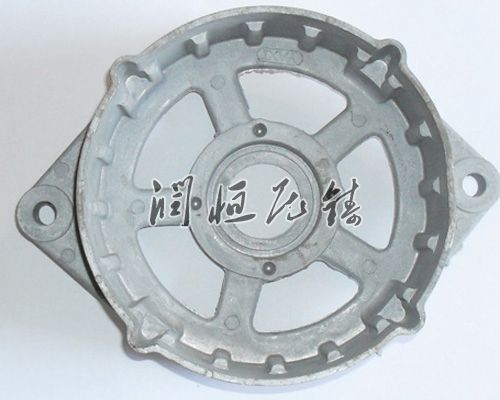
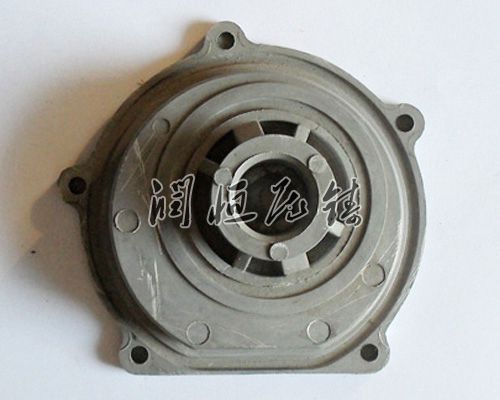
铸铝件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铸铝件。铸铝件在不同的地方有不同的叫法,如铝压铸零件、铸铝件零件、压铸铝件、铸铝件、铸铝件、铸铝件零件等。
铸铝件固溶处理效果的影响因素注意如下:
一、固溶处理温度。温度越高,元素溶解速度越快,效果越好。一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使组元尽可能多地溶入固溶体中。为了获得好的固溶效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到高的温度进行保温和淬火。固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
二、保温时间。保温时间是由元素的溶解速度来决定的,这取决于合金的种类、成分、组织、铸造方法和铸件的形状及壁厚。铸铝件的保温时间比变形铝合金要长得多,通常由试验确定,一般的砂型铸件比同类型的金属型铸件要延长20%-25%。
三、冷却速度。淬火时给予铸件的冷却速度越大,使固溶体自高温状态保存下来的过饱和度也越高,从而使铸件获得高的力学性能,但同时所形成的内应力也越大,使铸件变形的可能性也越大。冷却速度可以通过选用具有不同的热容量、导热性、蒸发潜热和粘滞性的冷却介质来改变,为了有小的内应力,铸件可以在热介质(沸水、热油或熔盐)中冷却。
铸铝件的重量和尺寸范围都很宽,重量轻的只有几克,重的可达到400吨,壁厚薄的只有0.5毫米,厚可超过1米,长度可由几毫米到十几米,可达到不同工业部门的使用要求。铸造生产中,要对铸铝件的质量进行控制与检验。先要制定从原材料、辅助材料到每种具体产品的控制和检验的工艺守则与技术条件。对每道工序都严格按工艺守则和技术条件进行控制和检验。后对成品铸铝件作质量检验。要配备正确的检测方法和适当的检测人员。一般对铸铝件的外观质量,可用比较样块来判断铸铝件表面粗糙度;表面的细微裂纹可用着色法、磁粉法检查。对铸铝件的内部质量,可用音频、特别、涡流、X射线和γ射线等方法来检查和判断。
铸铝件镜面工艺一般要达到两个要求:基材本身达到镜面效果;铸件表面氧化膜达到高度清透明。这里主要介绍铸件表面氧化膜达到高度清透明的方法。各种氧化膜中,硫酸氧化膜是影响铸件氧化膜高度清透明的重要因素,硫酸氧化膜的氧化膜厚度、氧化膜孔隙率、氧化膜度、封孔质量均可影响镜面效果。氧化膜中如果裹挟有过多的硅、锰、铁、铜、铬等杂质离子(或原子),氧化膜的度就低,透明度就会下降。原理在于氧化膜虽然是透光的,但也会有一些光散射损失。氧化膜厚度增加时透明度也会下降。氧化膜的针孔是光散射的主要根源,孔隙率越高光散射就越多。特别是针孔呈显喇叭形时,光散射会急剧增加,透明度就会下降。