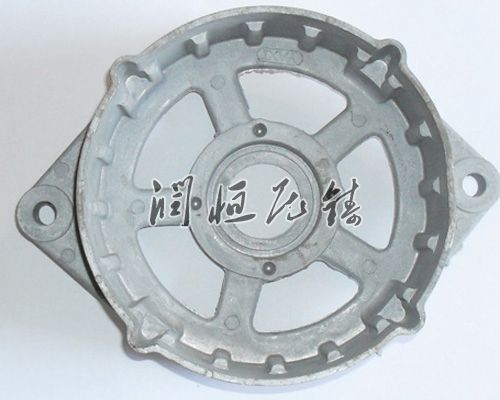
压铸件在加工过程中,会碰到很多产品质量问题,也就是做为压铸件普遍品质缺点,在其中欠铸就是缺点之一,那造成 压铸件造成欠铸的原因有什么,根据了解剖析以下:
压铸件成型全过程中,一些部位添充不详细,称之为欠铸。当欠铸的部位比较严重时,能够 做为铸件的样子不符工程图纸规定来对待。一般有关欠铸是不允许存有的。
导致欠铸的原因有:
1)添充标准欠佳,欠铸部位呈不规律的冷疑金属;
当工作压力不够、不足、主题活动Z前沿的金属凝结太早,导致拐角、深凹、厚壁(乃至薄于均值壁厚)、柱状孔边等部位造成欠铸。
模貝温度过低;
铝合金浇入温度过低;
内进胶口部位不太好,产生大的主题活动摩擦阻力。
2)汽体阻拦,欠铸部位表层润化,但样子不规律
无法设立排溢系统软件的部位,汽体累积;
熔化金属的主题活动时,渗流强烈,包卷汽体。
3)注塑模具凹模有残余物
建筑涂料的使用量或喷漆方式不善,导致部分的建筑涂料堆积。