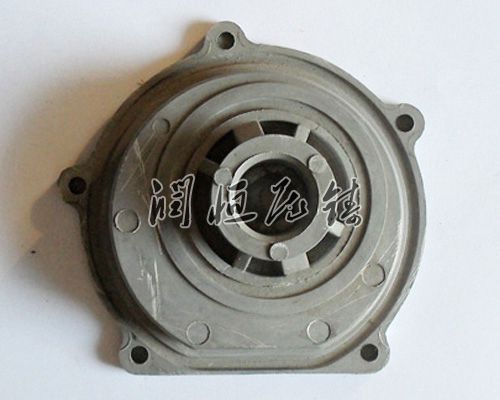
在 汽车水泵压铸件铸造中,一般作用于原料上的压力在20~200MPa范围,充型的初始速度为15~70m/s,充型时间仅为0.01~0.20s。正是由于这种充型方式及凝固方式,导致压力铸造具有自身 的一些特点:
(1)可以薄壁、形状复杂但轮廓清晰的铸件。铸件的壁厚通常在1~6mm范围,小铸件可以做得 薄,而大铸件的壁可以 厚。对于复杂的零件,或其他铸造方法无法制备的零件,可使用压力铸造方法。
(2)铸件、尺寸稳定、加工余量少、表面光洁,加工余量一般在0.2~0.5mm范围,表面粗糙度在Ra3.2μm以下。由压力铸造制作的铸件装配互换性好。一般只要对零件进行少量加工便可进行装配,有的零件甚至无须机械加工就能直接装配使用。
(3)铸件组织致密、具有较好的力学性能。由于铸件在压力作用下凝固,所获得的晶粒细小,所以铸件组织致密,强度较高。另外,由于激冷造成铸件表面硬化,形成约0.3~0.5mm的硬化层,铸件表现出良好的。
(4)生产。压力铸造的生产周期短,一次操作的循环时间约5s~3min,这种方法适于大批量的生产。
(5)压力铸造采用镶铸法可以省去装配工序并简化制造工艺。镶铸的材料一般为钢、铸铁、铜、绝缘材料等,镶铸体的形状有圆形管状、薄片等。利用镶铸法可制作出有要求的铸件。